Customer The Client is a global leader manufacturer in Taiwan specialized in optoelectronics and it produces TFT-LCD panels and all kinds of display applications.
Customer’s Needs The Client has acquired the ISO 50001 energy management certification and the ISO 14045 eco-efficiency assessment. In addition the Client is targeting a 25% reduction of carbon emissions in all its premises by 2015 and needs to achieve a relevant reduction in sludge production and relative disposal costs, complying with the local environmental legislation.
|
Parameters |
u.m. |
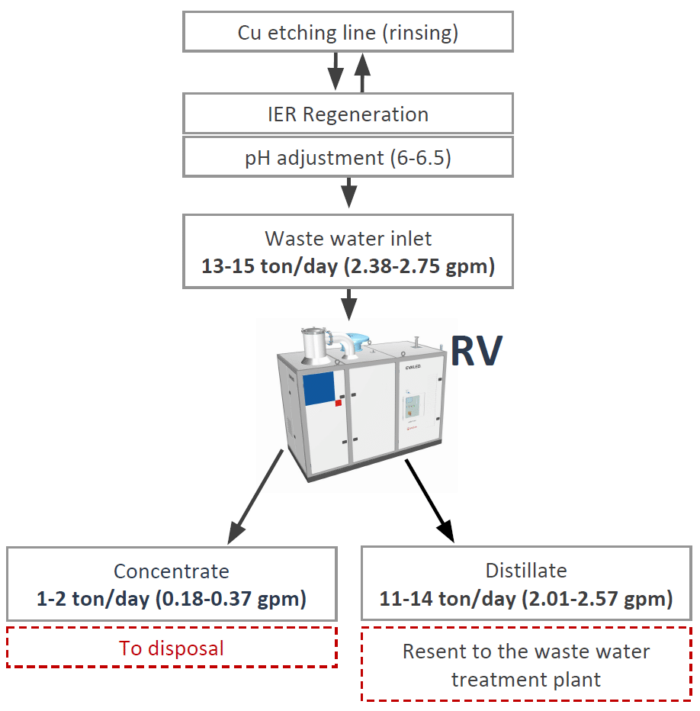
Waste in |
Distillate out |
Concentrate out |
|
pH |
– |
6-6.5 |
9 |
– |
|
Conductivity |
μS/cm |
<35,000 |
<900 |
– |
|
TS at 105°C |
% |
0.6-5 |
– |
30 |
|
Chloride |
ppm |
<400 |
<10 |
– |
|
Ammonium |
ppm |
1,000-9,000 |
<50 |
– |
|
Copper |
ppm |
4,500 |
<10 |
– |
|
Sulphates |
ppm |
9,000 |
<10 |
– |
|
Technology Type |
Material |
Footprint (m²) |
|
RV F 15 AA |
AISI 316 |
10.5 |
|
Parameters |
u.m. |
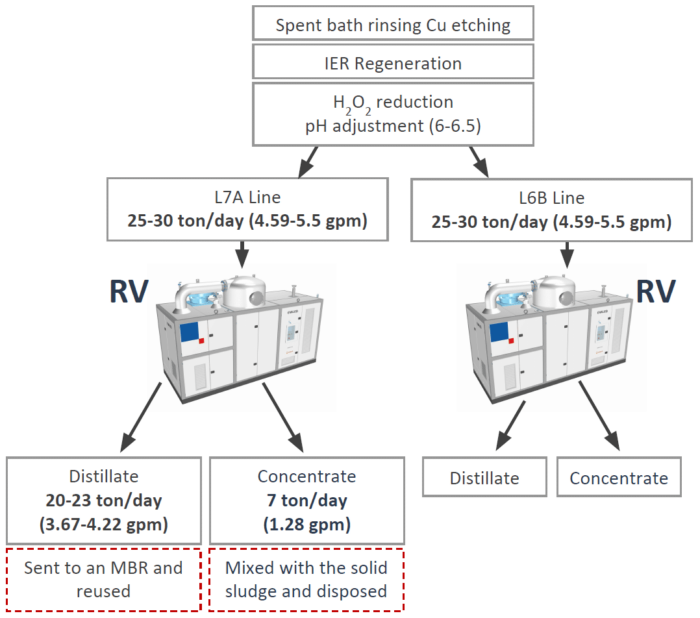
Waste in |
Distillate out |
Concentrate out |
|
pH |
– |
6-6.5 |
9 |
– |
|
COD |
ppm |
80,000 |
<4,000 |
– |
|
Conductivity |
μS/cm |
<50,000 |
<500 |
– |
|
TS at 105°C |
% |
9-11 |
– |
30 |
|
Chloride |
ppm |
<500 |
<10 |
– |
|
Ammonium |
ppm |
500-15,000 |
<10 |
– |
|
Copper |
ppm |
6,000 |
<10 |
– |
|
Sulphates |
ppm |
6,000 |
<10 |
– |
|
Technology Type |
Material |
Footprint (m²) |
|
2 x RV F 30 AA |
AISI 316 |
2 x 14 |
Water separated: 70-90%
Concentration factor: 4-10 times