We can only guarantee results like this because of our experience and test lab capabilities.
When you’re ready to get started, contact us or request a material test.

PRAB systems set a very high baseline with a comprehensive range of advanced features, then are tailored to fit your operation’s specific fluid types and contaminants, with a range of options, including:
PRAB’s fluid recycling equipment helps plant managers and manufacturing company owners tackle key operational challenges:
Collaborative Approach
PRAB works closely with your team to analyze your fluid management needs, ensuring the delivery of the most effective solution. From initial consultation to installation and ongoing support, our experts are committed to helping you achieve your goals of operational efficiency, cost reduction, and environmental responsibility.
Optimize your operations, reduce costs, and improve your shop environment today with PRAB’s customizable solutions.

Low-profile, cost-effective technology for solids filtration. Remove particulate down to 5-microns, prolonging coolant and tool life. Paper Bed Filters are available in standard or magnetic.
Learn More >
Mechanically separates tramp oils from fluid using coalescing media and baffles. Automates oil collection. Tramp Oil Separators payback in as little as 6-9 months.
Learn More >
Remove magnetic sludge and chips from the fluid stream before they damage other filtration equipment. Magnetic Separators reduces machine downtime up to 50%
Learn More >
Separate solids from liquids using centrifugal force. Utilized when removal of fines is important for recycle and reuse goals. Industrial Centrifuges are available in manually, semi-automatic and fully automatic.
Learn More >
High-volume fluid filtration up to 3,000 GPM. Continuous and maintenance free operations for decreased downtime. Vacuum Filtration systems are available with disposable or permanent media.
Learn More >
Uses a semi-permanent filter sleeve and drag conveyor system to separate out particulate and chips from fluid. Drum-Type Scraper Separators are self-cleaning to minimizes media use.
Learn More >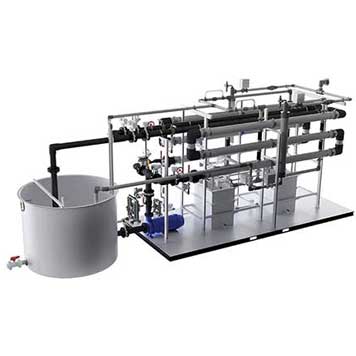
Ultrafiltration systems use customizable membranes to remove emulsified oils and fine particulate from metalworking coolant.
Learn More >
Hydrocyclones create ascending and descending vortexes in a cylindrical feed that separates contaminants from coolant without the use of filter media.
Learn More >
PRAB stocks a wide assortment of filter media for coolant, cutting oil, washwater, rinsewater and wastewater fluid reclamation applications.
Learn More >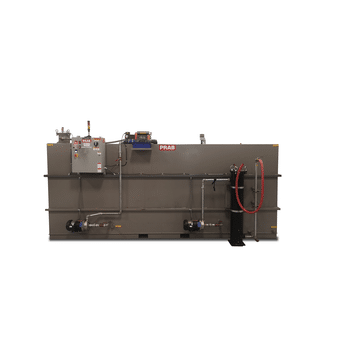
Oil Recycling Systems are centralized, economical solutions to the high costs associated with maintaining petroleum- and synthetic-based oils in the metalworking industry.
Learn More >Yes. PRAB offers fully customized solutions engineered to meet the unique challenges of each facility’s scrap handling, fluid recycling, and wastewater treatment needs. Every manufacturer generates different waste streams and operates under specific production requirements, making customized system design essential for efficiency, compliance, and long-term reliability.
How PRAB Delivers Customized Solutions
Examples of PRAB Customization
Customer Value:
Customized solutions from PRAB help manufacturers:
👉 Learn more about PRAB’s engineered systems here.
Coolant filtration removes solids, tramp oils, and bacteria, thereby protecting machine tools and extending the life of the coolant. PRAB offers a range of fluid filtration methods, including paper bed filters, membrane systems, magnetic separators, and hydrocyclones, each engineered for different contaminant loads and flow rates.
Explore PRAB Filtration Technologies
Paper Bed Filter Options
Key Benefits:
A: Paper bed and membrane filtration systems are commonly used in CNC operations.
A: It reduces microbial activity, especially when paired with regular coolant monitoring and control systems.
Removing tramp oil extends coolant life by 2–5x, reduces tool wear, odors, and prevents bacterial growth.
Tramp oils are unwanted machine lubricants that leak into coolant sumps, causing fluid degradation and contamination. PRAB tramp oil separators—such as coalescing units and belt skimmers—efficiently remove free-floating and emulsified oils. This helps maintain fluid integrity and reduces the frequency of coolant replacement.
White Paper: Extending Tool Life Through Effective Fluid Management
Case Study: Tramp Oil Separator Extends Washwater Life
Benefits:
A: Floating, mechanically entrained, and lightly emulsified oils can be removed with coalescing or skimming technology.
A: Ideally, tramp oil should be removed daily or continuously using automated systems.
The most effective coolant filtration methods include magnetic separation, paper bed filtration, and membrane-based systems. Each approach targets different types of contaminants to extend coolant life, improve surface finish, and reduce tool wear.
The right choice depends on the coolant type, machining process, and contaminant load. In many cases, facilities combine multiple technologies for optimal performance and compliance with discharge regulations.
PRAB Fluid Filtration and Coolant Recycling Systems are engineered for CNC machining, metal cutting, and grinding operations. With solutions that include magnetic separators, paper bed filters, vacuum filters, and ultrafiltration units, PRAB helps manufacturers lower coolant costs, reduce downtime, and meet environmental standards.
White Paper: Extending Tool Life Through Effective Fluid Management
Case Study: Aerospace Components Manufacturer Turns Waste into Revenue
A: Membrane and vacuum filtration systems are ideal for removing sub-micron particulates in precision processes.
A: This depends on the system design and contaminant load. Some systems include auto-monitoring to optimize replacement intervals.
A centralized coolant filtration system like PRAB’s Guardian™ series filters, conditions, and recycles coolant from a central location, eliminating redundant equipment and fluid waste. It ensures consistent fluid performance, reduces overall usage, and automates much of the fluid maintenance routine.
White Paper: Centralized Coolant Recycling System Improves Tool Life and Reduces Costs
Case Study: Ogura Reduces Coolant Use by 66%
Case Study: Guardian™ Coolant System with Crusher/Wringer
Case Study: Aerospace Facility Cuts Coolant Purchases by 75%
A: PRAB has several options for small job shops; centralized systems are best for facilities with 5+ machines or continuous operations.
A: Typical users report coolant savings of 50–75% and improved tooling performance.
Coolant recycling supports environmental objectives while boosting operational efficiency. PRAB systems help meet strict compliance goals by minimizing waste discharge, eliminating tramp oil, and enabling fluid reuse, saving both money and natural resources.
ZLD and Environmental Compliance Guide
Coolant Reclaim System Overview
A: Yes. Many clients use PRAB systems to help achieve ISO 14001 certification.
A: Regular monitoring of metalworking fluids is recommended every week for pH, concentration, and contamination levels, with comprehensive testing performed monthly.
Zero Liquid Discharge (ZLD) systems prevent any liquid waste from leaving a facility. This treatment approach recovers and reuses water from process fluids, coolants, and wastewater streams—helping manufacturers meet strict environmental regulations, reduce operating costs, and achieve sustainability goals while avoiding costly discharge violations.
PRAB provides complete ZLD solutions, including vacuum evaporators, ultrafiltration, and reverse osmosis systems. These technologies recover high-purity water from spent coolants and process fluids for reuse in production, minimizing freshwater demand and eliminating discharge-related risks. Explore related resources:
White Paper: Closed-Loop Wastewater Recycling
Case Study: Battery Recycler Achieves ZLD with PRAB Solutions
A: Yes. In many cases, ROI is achieved in 12–24 months by reducing disposal and chemical costs.