When it comes to conveying recyclable metal there are several crucial considerations that need to be made to ensure the conveyor will perform efficiently and reliably. Among them:
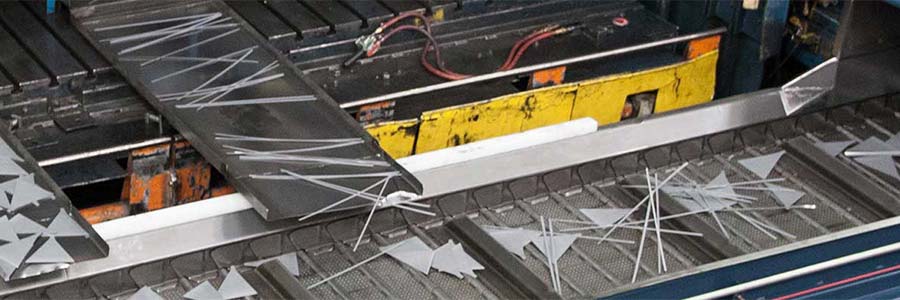
Metal scrap conveyors are not one size fits all. Metal scrap, which can be dry or coated in cutting fluid, comes in many types and forms: flowable chips, bushy bundles of turnings, stampings, and other large pieces of metal. This creates a dynamic set of application criteria that the conveyor must be engineered to handle.
While selecting a conveyor that will accommodate the unique properties of metal scrap is a solid first step to getting the most service life out of a conveyor, there are additional factors to consider for reducing downtime. Common causes of downtime include carryover, inability to convey a specific composition of material or payload and preventive maintenance issues. Here is a look at some of the ways conveyor manufacturers are engineering equipment solutions to reduce downtime.
As conveyor problems go, carryover (or carryback) is both a chronic nuisance and a leading cause of unscheduled downtime. When material fails to discharge at the end of the conveyor and is pulled back into the back side of the unit it results in unplanned maintenance. Carryover will sometimes even damage the equipment.
Some conveyor belt types for metal scrap are more predisposed to carryover than others. For instance, steel belt conveyors, which are widely considered a versatile choice for metal scrap conveyance, are more prone to carryover because of how the belt is constructed. Made up of a series of pans that have gaps between them, material sometimes becomes lodged between the pans.
A couple of conveyor belt designs are engineered specifically to eliminate carryover of metal scrap. The first is a magnetic conveyor that, as the name implies, utilizes magnets to make ferrous metal scrap stick to the conveyor. As the material reaches the end of the conveyor and the magnets cycle back into the unit, the metal scrap loses contact with the magnets and cleanly discharges from the conveyor. The obvious drawback is that a magnetic conveyor will not move non-magnetic metals such as aluminum and copper.
Adding a step to automatically pre-condition the bundles for conveyance will result in more efficient operation. Auxiliary systems can be installed that will tear bundles into smaller pieces prior to the metal scrap being fed to the auger. This enables the conveyance system to consistently move metal scrap without operator intervention.
Heavy loads are another problem. Occasionally, loads will become heavier than the conveyor is designed to move, which can overload motors and damage the scrap-handling equipment. Some conveyor systems include safeguards such as torque-limiting protection that automatically shuts the conveyor down when a load becomes too heavy.


Conclusion
A conveyor that is not providing optimum performance can be a significant drain to metal scrap recycling operations. By minimizing—or even eliminating—carryover, effectively handling difficult material compositions and reducing routine maintenance requirements, manufacturers will position their facility for consistently efficient processing.
