A multinational food group who manufactures confectionery products such as sweets, chocolate, and candies needed to reduce its wastewater disposal costs and recover concentrate from one of its candy manufacturing processes.
During the candy line manufacturing process substantial effluent was being produced and then hauled away to their water treatment plant at great expense. In addition, the concentrate in the fluid was being wasted. So, to reduce costs and add to their revenue stream, the company needed to find a water treatment solution that would help recover most of this wastewater for reuse in order to limit haul-away, while also recovering as much of the concentrate as possible so that it could be reused for animal feed.
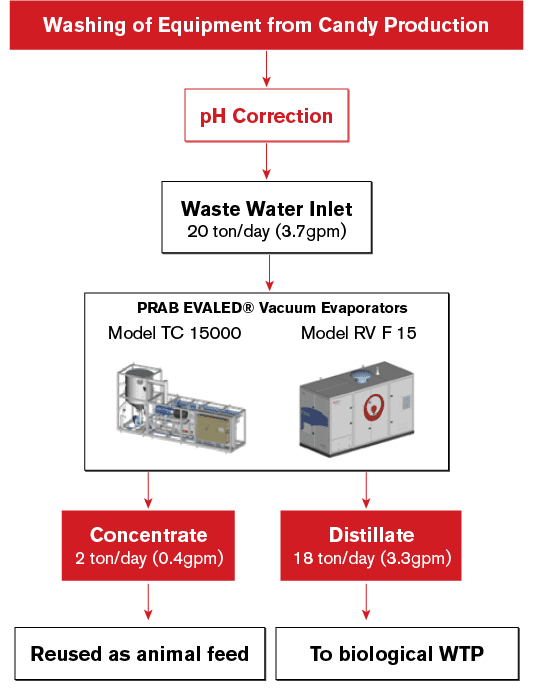
Because no two wastewater streams are exactly alike, in order to find the best solution to meet the company’s goals, a careful review of their process was completed, along with a thorough testing and analysis of the wastewater. It was then determined that PRAB’s EVALED® Vacuum Evaporators would be the best solution.
After adding the Vacuum Evaporators to the process, the company has seen significant cost reductions. The results achieved include:
New Treatment Process Results:
| Parameters | u.m. | Waste In | Distilled Out | Concentrate Out |
|---|---|---|---|---|
| pH | – | 3 | <5.5 | 5.5-7.5 |
| COD | ppm | <50,000 | <1,500 | – |
| TS at 105˚C | % | 2-4 | – | 30* |
| BODS | ppm | 18,000 | <600 | – |
| Conductivity | µS/cm | <500 | <50 | – |
*TS required by company was >25%