After World War II, as the United States quickly transformed from an agricultural society to an industrial one and the start of the modern-day environmental movement had begun. In the first 25 years of this movement, the US spent more than $1 trillion to address environmental threats caused by commercial activities. Since that time, being environmentally responsible, has been an ever-growing concern. However, many companies-including metalworking operations-are motivated to ‘go green’ by a bigger driver than just having an environmentally friendly reputation-MONEY.
By adopting a green philosophy and employing green engineered equipment as a means to sustainable manufacturing, manufacturers are finding that they can reap a significant financial reward. Some examples of results that companies are achieving, as reported by the National Institute of Standards and Technology (NIST) include:
Like these companies, metalworking operations that consciously take steps to be good to the environment by using less energy, producing less scrap, or eliminating hazardous waste disposal will see the financial rewards for sustainability by shifting to green engineered equipment and processes.
An article published by the Environmental Protection Agency (EPA) states that there are many reasons why companies are pursuing a green approach to sustainability:
An April 2017 study published by the International Journal of Business and Social Science concluded that adopting green manufacturing practices has been proven to enhance operational performance.

Green engineering is the design, commercialization, and use of processes and products that minimize pollution, promote sustainability, and protect human health without sacrificing economic viability and efficiency. Because of its many benefits, several international suppliers, including U.S.-based equipment manufacturer PRAB Inc., engineer and build all their systems with a green engineering philosophy.
PRAB’s entire product line of metal scrap processing, fluid recycling, and wastewater treatment equipment are built to help manufacturers achieve their sustainability goals. They work with a wide range of industries within the metalworking sector to optimize operational performance by improving the management of their metal scrap and fluid waste streams, extending tool life, reducing new coolant purchases, and helping them to meet or exceed compliance to strict environmental rules and regulations.
Four important ways that metalworking operations can use green engineering to improve their environmental footprint and profit margin include:
One of the first areas to analyze is the waste stream. An article published by The Fabricator magazine titled, “Do you manage scrap properly?” states that scrap metal—in most instances-represents the second largest source of revenue for a metalworking operation. That said, shops should find how much it costs to haul-away metal scrap and spent cutting fluid each month. Then, a monthly report with housekeeping numbers should be run to determine how much time and labor is being spent on removing this waste, along with other maintenance and cleaning required in their current scrap and fluid management process. Next, they should quantify their monthly expenditures on new lubricants, cutting fluids, and metals.
When the metalworking operation knows its waste stream spending, it can solicit green engineering equipment suppliers to provide them with an efficient and reliable profit-building solution. With the right solution, these operations can:
• Reduce metal scrap volume. Shredders and crushers can cut the volume of hazardous scrap by up to 12 times. Briquetters can turn wet chips into compact briquettes that are easy to store, and oftentimes get more value when sold to the scrap dealer. By reducing scrap volumes, shops can significantly lower the number of truckloads shipped to the recycler—significantly reducing haul-away costs.
• Separate metal scrap from fluid. Wringers/centrifuges and briquetters can separate cutting fluids from metal chips. Operations can then reuse this easy-to-melt scrap (reducing new metal purchases) or recycle it, getting top dollar from secondary smelters. The extracted fluid can also be recycled for reuse or sale.

• Reclaim and filter fluids. Fluid that has been separated from chips by a wringer, or briquetter can be extracted to run through a centralized or machine side fluid recycling system that will filter and reclaim up to 98% of valuable coolant. These filtration systems also automatically circulate the clean fluid back into the process. This significantly reduces the need to purchase new oil or coolant.
• Reduce energy consumption. Green engineered equipment is typically designed for reduced energy consumption. One example is Eaton Corporation’s Fluid Power Division in Marshall, Michigan. After installing a new wastewater treatment system, Eaton experienced a drop in operating temperature of their washwater which resulted in a reduction of energy usage of 20%.
Metalworking operations can also improve their profitability and conserve resources by prolonging the life of their tooling. Filtering fluid with the right recycling system has been proven to extend tool life by up to 25%.



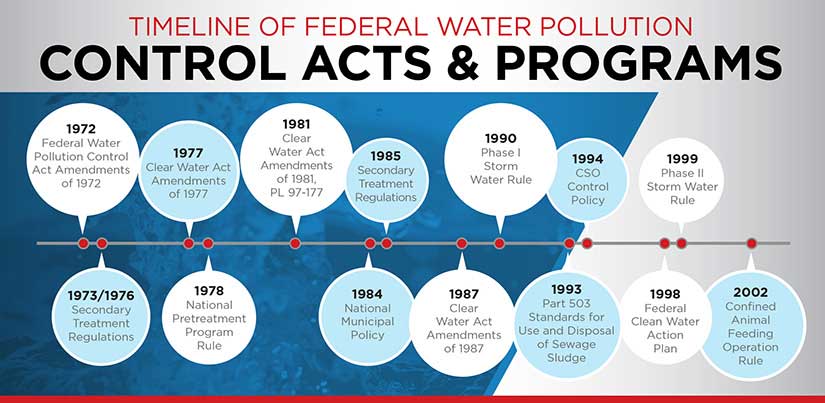
In the United States, the EPA governs the generation and disposal of hazardous waste under Title 40 CFR, part 261 (Identification and Listing of Hazardous Waste) and 279 (Used Oil Regulations). Metal scrap containing free flowing liquids is classified as hazardous wastes.
Operators, maintenance, and other employees who handle these wastes are typically not familiar with the penalties for non-compliance. So, when employees take shortcuts or don’t follow proper waste handling procedures, they do not understand the financial repercussions. That is why it’s advisable to inform employees during orientation and training of the financial impact EPA and environmental fines can have on the company and their jobs. Managers and supervisors also need to know the costs associated with tracking and doing paperwork related to hazardous waste stream management.

If there are pollution issues with the drainage of water coming from the business or leakage from containers filled with wet chips, there is another cost threat-the salability of the property. Proactive protection of the land and water can pay dividends in stable or increased property values. It can also help to avoid large clean-up and property rehabilitation costs and help maintain good community reputation.
Incorporating green engineered equipment into the metalworking operations can alleviate these threats. Conveyors, carts, and dumpers, for example, can help shops safely contain hazardous materials and prevent spillage and fluid leaks that can contaminate the ground and water. Horizontal screw presses can dewater hazardous grinding swarf or filter cake by up to 85% and the extracted fluids can be disposed of safely.
As metalworking operations look at ways to increase their green profitability, ISO 14000 certification may provide a foundation for improvements. These internationally recognized standards and guidelines help companies comply with regulations—as well as reduce waste, improve inefficiencies, and cut costs. The certification can also improve the ability to get capital, lower insurance rates, simplify labeling, get permits, defend against an environmental litigation, and expand into global markets where the certification is requested or required.
Whether a manufacturer chooses to apply for ISO 14000 certification, use green engineered equipment in its process, or both, the reduction of waste handling costs and the selling or reuse of what was once hazardous scrap metal and cutting fluid are proven to provide quantifiable results.
For more information regarding PRAB, please visit prab.com or contact us.

In this paper, we will explain how dirty coolant shortens tool life, identify primary and secondary tool replacement costs, clarify common misconceptions about the value of back-end investments, and explain how coolant recycling systems provide return on investment in multiple ways. Read our white paper