Reduce coolant waste up to 90%.
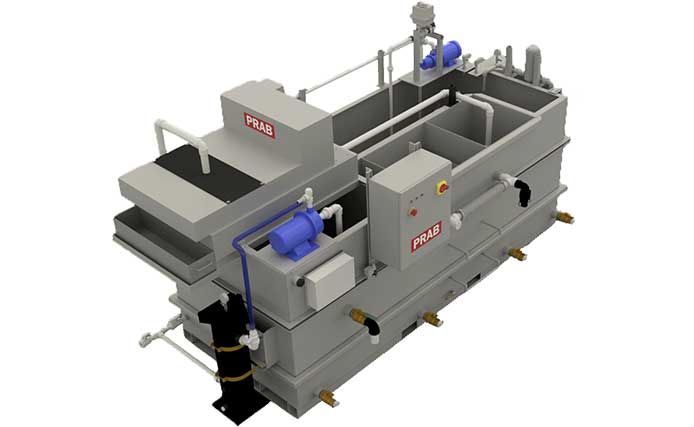
The effective solution to coolant recycling. The PRAB Guardian™ is a centralized system for recycling used coolants, reducing waste fluids up to 90%, and eliminating concerns about wastewater haul-away liabilities. Typical payback in six to nine months.
These versatile and centralized coolant recycling systems remove tramp oils and suspended solids from contaminated coolant, control bacteria and can adjust fluid concentration for fluid recovery. Each turnkey system is designed for easy installation, quick start-up, and simple, efficient operation- clearly making it the best coolant recycling solution on the market today. For a calculation of just how quickly you will pay this system back, call us for a free ROI estimate.
Advantages of PRAB Guardian™ Coolant Recycling Systems include:
Why does the PRAB Guardian Coolant Recycling System succeed when other systems fail? Successful recycling requires particulate filtration, tramp oil removal, coolant concentration control, and bacteria elimination. The integrated Tramp Oil Separator removes up to 99% of free floating and lossy emulsifying tramp oil. This process extends coolant life, resulting in up to 75% savings on coolant purchases.
The unit removes mechanically dispersed tramp oil through a coalescing media compartment that is self-cleaning. The porous media pack is highly efficient, offering an optimum ratio of coalescent area in open space to pull the maximum amount of tramp oil from the fluid. PRAB’s weir design guarantees the highest purity of oil for maximum value. The PRAB Guardian is available in three different configurations.
Base
The PRAB Guardian’s base configuration includes the following components:
Standard
The PRAB Guardian’s standard configuration features all of the components included in the base version as well as some additional elements. Specifically, this package includes a polishing filter assembly that is typically 20-micron rated and a Coolant Manager. Proven to kill up to 99.9% of coolant bacteria, the Coolant Manager is a safe, economical solution that generates and injects Ozone directly into the coolant.
This specific treatment extends coolant life up to 25% and eliminates odors, clogged coolant lines, and slime in sumps. As a result, this decreases the likelihood of employee health issues. Additionally, the coolant manager reduces biocide use and oxidizes bacteria, viruses, cysts, spores, hydrogen sulfate (egg odor), and other contaminants both organic and inorganic.
Base configuration:
Additional features included in the Standard configuration:
Deluxe
As the most robust Guardian package, the deluxe configuration includes every feature found in the standard version as well as some other components. In lieu of an inlet basket strainer, the deluxe uses a Paper Bed Filter with 10-micron rated media. A dirty coolant transfer system is also implemented.
Base configuration:
Additional features included in the Deluxe configuration:
AC³
A fully automated coolant concentration controller that is compatible with HG1200 units and above, the AC³ will maintain set concentration levels within +/- 0.5% accuracy. The exclusive logic built into the controller allows more or less concentrate to enter the discharge flow of the Guardian system. This comprehensive system provides the necessary intelligence to accurately and automatically inject new concentrate only as needed to maintain optimum ratios and achieve maximum tool life.
| Model | Processing Rate | Dirty/Clean Tank Capacity | Length | Width | Height |
|---|---|---|---|---|---|
| HG400 | 10 gpm | 200/200 gal | 89″ | 73″ | 72.5″ |
| HG600 | 10 gpm | 300/300 gal | 126″ | 74.5″ | 76.6″ |
| HG800 | 15 gpm | 400/400 gal | 154″ | 76.5″ | 78.8″ |
| HG1200 | 15 gpm | 600/600 gal | 168.6″ | 77.5″ | 86.1″ |
| HG1600 | 25 gpm | 800/800 gal | 179.8″ | 90.3″ | 94″ |
| HG2000 | 25 gpm | 1,000/1,000 gal | 174″ | 91.3″ | 101″ |
| HG4000 | 25 gpm | 2,000/2,000 gal | 250″ | 91″ | 148″ |

Product Brochures
Product Brochure: Guardian Coolant Recycling Systems
Product Brochure: Coolant Manager
Product Brochure: Coolant Concentration Control
Product Brochure: Mobile Sump Cleaner
Product Brochure: Sump Cleaner Transport Options
Case Studies
Case Study: Aerospace Components Manufacturer Reduces its Environmental Impact and Cuts New Coolant Purchases by 75%
Case Study: Aerospace Components Manufacturer Turns Its Waste Stream into a Revenue Stream
Case Study: Auto Parts Manufacturer Reduces Coolant Purchase Costs and Eliminates Used Coolant Disposal in First 12 Months
Case Study: Cameron International Improves Profitability, Reduces New Coolant Purchases by Recycling Coolant with Guardian System
Case Study: Cashing in Your Chips
Case Study: Iowa Industrial Hydraulics Reduces Coolant Waste by 90% with Installation of a PRAB Guardian 400
White Paper
White Paper: Avoiding Accidents, Injuries & Illnesses In Metalworking Operations
White Paper: Getting the Most Value from Metal Scrap and Spent Fluids
White Paper: Green Engineering
White Paper: Making Wastewater Compliance Part Of A Profit Strategy
White Paper: Reducing Haul-Away Costs in Metalworking Operations
White Paper: Prioritizing Plant Housekeeping In A Metalworking Operation
Other Downloadable Content
PRAB Fluid Filtration Solutions Product Selection Chart Brochure
PRAB Fluid Filtration Systems and Wastewater Treatment Brochure
PRAB Filtration Spectrum Brochure
PRAB Builds Equipment for the Toughest Jobs in Manufacturing and Metalworking
PRAB completes comprehensive sample testing to establish an accurate understanding of the unique characteristics of your mixed solution and its industrial applications. This test determines the correct centrifuge system design and capacity to optimizes the filtration process within your facility
When you’re ready to get started, contact us or request a material test.

Introduction to the Guardian and How it Works
Successful coolant filtration requires three components (1) particulate removal, (2) tramp-oil removal, and (3) coolant concentration control. The Guardian™ Coolant Recycling System incorporates all three elements—not just pieces—for maximum coolant life. This combination makes it the most efficient option for centralized recycling of metalworking cutting fluids. If your current process is labor intensive, requires a lot of downtime for sump maintenance, or lacks the capacity to handle all the fluid, it’s time for a change. In this video, see how the PRAB Guardian recycles your spent cutting fluids to significantly decrease coolant spend and eliminate tramp-oil issues.
The arrival of a new year is often accompanied by resolutions to do things differently – and ideally, better. Re-evaluating processes and implementing new technology have become strategic pillars in the growth plans for a vast majority of North American companies. The willingness to embrace innovation and the ability to find efficiencies are critical components to achieving success. Many […]
“Successful coolant recycling requires three components: particulate removal, tramp oil removal and coolant concentration control,” said a PRAB spokesperson. “The Guardian Coolant Recycling System incorporates all three elements for maximum coolant life. This combination makes it the most efficient option for centralized recycling of metalworking cutting fluids.” The Value of Coolant Recycling “If one’s current process is labor intensive, requires […]
Green Engineering How to Design More Profit into the Metalworking Operation By Ron Chapman, Systems Sales Manager & Teresa Phillips, Senior Marketing Specialist, PRAB Introduction The green movement is not a new concept. In fact, the basic principles were well-known throughout Europe in the medieval era. However, it was the Industrial Revolution in Europe that […]


